WSJZ-40型波纹腹板H型钢卧式矫正机
主机参考图片

简述
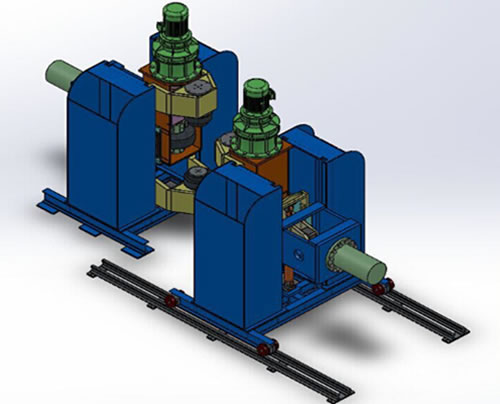
WSJZ-40型波纹腹板H型钢卧式翼缘矫正机为本公司近年新开发完成的新一代高效H型钢矫正设备
设备三维图
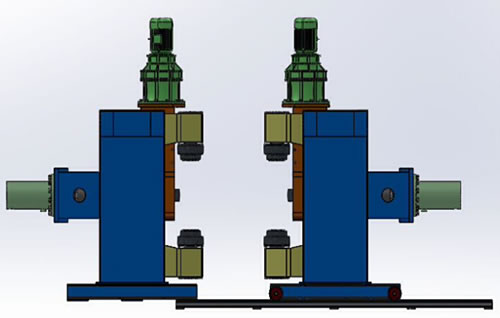
设备侧视图
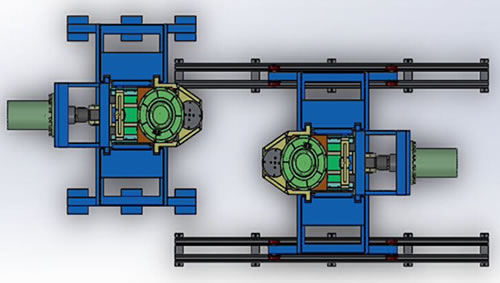
设备俯视图
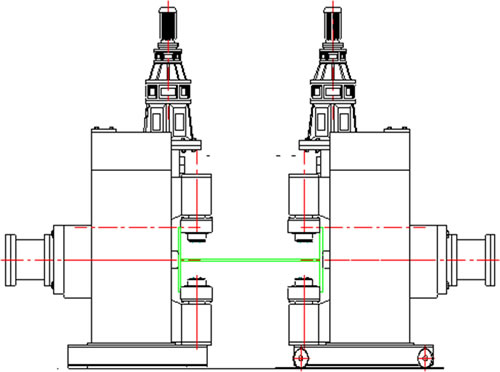
设备正视图
设备概述
该设备是以双侧翼缘板同时矫正,不仅减少了翻转移动工作量提高效率,矫正质量也优于立式矫正方法,可对翼板的不垂直度有明显的校整作用。不需要扶正滚轮顶紧腹板就可以矫正型钢。采用上下矫正滚轮定位翼板进行矫正型钢,所以克服了波纹型钢腹板的高低不平。所有的矫正滚轮均采用优质合金钢制作,并通过先进的热处理工艺,确保了各矫正棍的长久使用寿命。
技术参数
1、翼缘宽度:200-800mm
2、翼缘厚度:8-40mm(矫正厚度≤40㎜)
3、型钢翼缘板的厚度与宽度须符合下表,材质为,Q235或其它Q345
S |
~20-25 |
~30-35 |
~40 |
B |
200~800 |
350~800 |
500~800 |
4、腹板最小高度:200mm(当腹板高度在200-380mm,翼板厚度≤14mm时,应使用矫正副辊)
5、矫正速度:≈4500mm/min
6、翼缘宽度:200-800㎜
7、腹板高度:200-1000㎜(根据用户工件要求定制)
8、输出最大扭矩:40000nm
9、主驱动电机功率:7.5Kw×2
10、液压系统最高压力:22Mpa
11、液压驱动电机:10Kw
12、输送辊道电机功率:4Kw×2
13、移动右机架电机功率:3Kw
控制系统
控制柜是为H型钢焊接生产线上的翼缘矫正机配制的控制装置。并且配有现场操作箱,能实现两地控制。翼缘校正机上有两台7.5KW主电机,一台液压电机10KW。该设备主要完成翼板的矫平。主电机具有前进、后退及点动控制功能,主要电器元件采用知名企业生产的元件。
控制方案
1. 主电路控制方案
QF1为总电源开关,QF2、QF3为左、右主驱动电机及液压泵电机断路开关,QF5-QF7为输送电机断路开关,KR1-KR2为主电机的热继电器,用于保护电机,KM1-KM2为主电机的正反转接触器,KR2为左右电机热继电器。自动空气开关对电机进行短路保护,热继电器对电机进行过热保护。
2. 保护电路
QF8为控制回路自动空气断路器,QF8在控制电路中起短路保护作用。在控制柜及现场操作箱上均设有急停按钮,可以紧急停车。FR1为主电机的过热保护继电器,FR2、FR3为左右电机的过热保护继电器。XW1、XW3为左右电机上限位开关;XW2、XW4为左、右电机下降限位开关。操作面板上有三个指示灯;BL1为电源显示灯,HL2为主电机前进显示灯,HL3为主电机后退显示灯,S3为主电机前进/停止选择开关;S2为现场操作箱上主电机正转/停止选择开关;S4为现场操作箱上主电机反转/停止选择开关。ST1、ST2是主电机前进/后退点动控制按钮。ST5、ST6是现场操作箱上主电机前进/后退点动控制按钮。
3. 控制电路的操作
合上总电源开关Q1及Q2.Q3,和控制开关QF8,电源指示灯HL1亮。此时可以点动调整左右电机,调整好位置后,将选择开关S1打到主机前进位置,接触器KM1.KM4应吸合,延时几秒后,KM4断开,KM3吸合,指示灯HL2亮,显示主电机正常运行。
主机外形尺寸大概值
长:5000㎜ 宽:2000㎜ 高:2400㎜
结构与组成
卧式矫正机总体结构。
1;左侧翼缘矫正机固定,
2;右侧翼缘矫正机可随腹板高度变化在行进中调整。
3;采用动力压辊机构立式放置,可同时作垂直、水平两个方向的移动,以适应H型钢中心高度的变化。
4;右侧翼缘矫正机可在轨道上作水平方向移动,当腹板高度发生变化时,右侧主机可在移动中完成翼板的矫正,H型钢不用翻身就可以实现双翼板一次性矫正。
5;采用液压系统为矫正动力,同时实现了大功率线位移的控制。使用速比大体积小的摆针线轮减速机,实现了低速平稳的传动。
6;前后各辊道长度15000mm由输送辊道电机带动滚筒把H型钢反复送入矫直机,矫直H型钢。
供货范围及组成单元和随机技术文件
A.矫正机固定架及移动机架 各一台
B.输入输出辊道前后 各15米
C.电控箱总成 一套
D.液压系统 总成 一套
E.活动机架导轨一套及配件
F.使用说明书
G.电气原理图
H.操作使用说明书
J.易损件目录及图纸
K.装箱单
M.合格证
用户提供设备现场的工作环境要求和设备运行条件
电源:380VAC ±10% 50-60HZ
⑴海拔高度:1000M(MAX)
⑵环境温度:最高:+40℃ 最低:-10℃
⑶最大日温差:±10℃
⑷相对湿度:相对湿度95%及以下;
月平均相对湿度90%及以下
⑸地震烈度:不超过六度
⑹安装地点:需方公司内
⑺污秽等级:H级
培训与服务承诺
免费安装、调试及人员培训。质保期为12个月,在质保期内,免费服务。
质保期满,终身维修。接到服务要求,1000公里以内36小时到达,1000公里以外48小时到达。
免费安装调试。
公司售后服务部设24小时服务热线,保证接到用户故障信息后2小时内响应,24小时内到达用户现场处理故障,故障不排除不离开现场。
设备工艺概述
工件由输送辊道送入卧式翼缘矫正机双翼缘同时进行矫正。该机不仅效率提高,还可对较小的A型、Z型翼缘板与腹板的不垂直缺陷矫正。严格执行正确合理工艺参数矫直型钢,数字控制显示校整予量,精准方便可靠。
该机对H钢自动矫直整体布局合理,工艺流畅,大量减少了无用的工件翻转及往复倒运、矫正过程自动化程度高,主要工艺参数均可数字量化储存。生产过程可减少大量的吊车使用。控制系统操作方便、安排合理,安全可靠,是高质量重型H型钢制做理想的换代生产设备。
以前的矫直机只能单边矫直,还需要腹板滚轮顶紧扶正腹板才能矫直。一根H型钢需要翻转矫直二次。如果大型工件翻转对于操作工人非常危险。还花费大量工时。
主机示意图
|

